

Сварка рамы велосипеда
Ремонт алюминиевых рам
 Стоит ли ремонтировать алюминиевую раму?
Стоит ли ремонтировать алюминиевую раму?
Алюминий в качестве материала велорам уже давно вытеснил стальные сплавы. Сейчас даже среди самых дешевых велосипедов можно встретить экземпляры с рамами из алюминия. Велосипеды с такими рамами имеют меньший вес, при этом значительно крепче и жестче. Кроме того алюминий почти не подвержен коррозии.
Рамы велосипедов, произведенные из алюминиевого сплава, служат намного дольше, но даже они могут сломаться. Происходит такое из-за того, что этот материал имеет большую жесткость и имеет свойство накапливать в месте напряжения усталость, в следствии чего образуются сначала микротрещены, а затем и трещина.
Чаще всего трещины образуются в районе кареточного узла так, как нагрузка от педалирования направлена в одну и ту же точку. Стоит отметить, что чаще всего алюминиевые рамы ломаются в следствии неправильно подобранной ростовки рамы. Так, например, выдвинутый до конца подседельный штырь, может в конечно итоге привести к поломке подседельной трубы.
 Трещина в кареточном стакане алюминиевой рамы
Трещина в кареточном стакане алюминиевой рамы
 Трещина в подседельной трубе. Результат короткого штыря.
Трещина в подседельной трубе. Результат короткого штыря.
Когда ломается стальная рама, все просто – везем байк в ближайшие гаражи и варим у первого попавшегося сварщика. Но, что делать, если треснула алюминиевая рама? Не все знают, что алюминиевые сплавы можно заварить только с помощью специальной аргоновой сварки. Процесс этот дорогостоящий и требует высокой квалификации сварщика. Поэтому, если у Вас не дорогой велосипед, то платить за такую работу, смысла нет. Кроме того, даже заваренная рама не гарантирует долгих лет службы. Скорее всего, через некоторое время труба рамы опять треснет около сварного шва.
Какой можно сделать вывод? Проще всего выкинуть сломанную раму и купить новую. Сейчас огромное количество магазинов и найти новую раму отдельно не проблема. Если у Вас есть опыт по ремонту алюминиевых велосипедных рам, то обязательно поделитесь с нами в блоке комментариев в конце статьи.
Сварка велосипедных рам
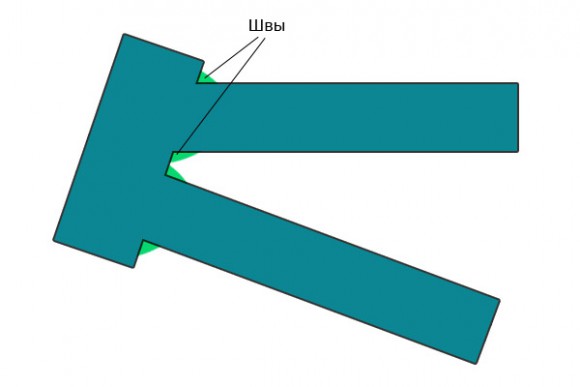
Совсем недавно мы писали про победителей выставки NAHBS 2011, где было несколько номинаций для конструкторов рам. Причем особое внимание было уделено методам их сварки, а попросту говоря тому, как трубы крепятся друг с другом, что составляет в итоге велосипедную раму. В тех номинациях присутствовали TIG-сварка, высокотемпературная пайка и так называемое lugged construction (крепление через проушины). Давайте рассмотрим каждый метод, чтобы понять в чем же состоит такая принципиальная разница.
TIG-сварка
TIG — ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа (аргона). Метод TIG на постоянном токе (TIG-DC) применяют для сталей, метод TIG на переменном токе (TIG-AC) — для алюминиевых сплавов. Швы отличаются поразительной чистотой и высоким качеством. Вероятность попадания шлака в сварной шов исключается полностью из-за его отсутствия, поэтому шов практически не требует очистки К плюсам такой сварки можно отнести:
+ Аккуратный сварной шов
+ Отсутствие брызг
+ Сварка деталей небольшой толщины
+ Лучше управление параматрами дуги
Но где есть плюсы, там и минусы, которые не имеют существенного влияния в производстве велосипедных рам. Первый пункт даже можно отнести к показателям качества оператора и сварки вцелом.
— Большие требования к опыту оператора
— Низкая производительность
— Наличие газового баллона
Видео пример такой сварки профессиональным оператором:
Сварочный шов от TIG-сварки не сложно узнать:


Высокотемпературная пайка
При высокотемпературной пайке зазоры между металлическими деталями заполняют специальным расплавом другого металла, который смачивает поверхности спаиваемых деталей (как правило температура пайки 450 °C и выше). Такой расплав называется припоем, в качестве которого может выступать различные виде металла:
Бронза/Латунь
Для пайки бронзой используется температура от 800 °C до 1000 °C, что может привести к отжигу стали и разрушить защитные свойства деталей (например трубы Reynolds 731 с термообработкой), но затоReynolds 531 или хромолибденовая сталь 4130 вполне подходит для подобной пайки. Получаемые соединения прочны для нагрузок, которым подвергается рама велосипеда, да и цена бронзы заметно ниже, чем серебра, который также может быть использован в качестве припоя. Большая часть массово выпускаемых рам, которые вы можете найти на рынке паяется бронзой-латунью.
Серебро
Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чем бронзовые-латунные , и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения. Как правило, припой для серебряной впайки содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности.
Никель/Серебро
Такие припои встречаются гораздо реже, чем два выше перечисленных. Среди возможных вариантов можно выделить припой №11 (от All States), используемый специально для велосипедных рам. У этого припоя очень широкий дипазон рабочих температур — от 650 °C до 970 °C и прочночть на разрыв до 60 кг/кв.мм.
Пайку легко можно узнать по отсутствию четко выраженных углов в местах соединения деталей


Lugged construction
Такой метод конструирования велосипедной рамы представляет собой соединение труб специальными узлами (они называются Lug) или проушинами. Этот метод был основным с самого начала появления стальных велосипедных рам и до сих пор имеет свое место под солнцем. Для закрепления труб используется пайка (серебром или латунью). Вытачивание таких узлов является отдельным аспектом рамо-производства, а на дорогих кастомных рамах порой можно увидеть настоящие произведения искусства. Главным удобством такого соединения является простота замены отдельных труб.
Многие легендарные фирмы (например Colnago или Schwinn) до сих выпускают lugged рамы, что приятно радует приверженностью к классическому производству рам, с которого подобные гиганты начинали


И чтобы подытожить то, что мы с вами рассмотрели — обобщающее фото всех трех видов соединения деталей (труб) велосипедных рам:
Как изготавливаются самодельные велосипеды?
7 минут Автор: Михаил Скворцов 246

Иметь велосипед – это классно и недорого: цены на новые бюджетные модели не кусаются, выбор великов в магазинах и в интернете огромен. Но куда интереснее был бы велосипед собственного производства, запатентованный лично.
Самодельный велосипед популярен среди любителей процесса сборки и разборки механизмов. Возможно ли создать свой велик с нуля, имея лишь подручные средства? Да, правда, изготовить самостоятельно такие составляющие, как колесо, кареточный узел и трансмиссионные звезды не получится.
Выходит, велосипед своими руками полностью сделать невозможно. Конечно, придется смириться, что создать велик полностью с нуля не получится, но вполне реально изготовить самое главное – раму. А что нужно в первую очередь, чтобы собрать изделие? Правильно, смоделировать его на бумаге.
Создание чертежа на раму велосипеда
Чтобы сделать правильный чертеж самому, придется долго стараться, так как необходимо придерживаться справочных данных по длине и диаметрам труб. А еще нужно определиться с видом велосипеда.
Проще пойти другим путем – брать готовые чертежи. Для примера возьмем чертеж ромбовидной рамы дорожного велосипеда. По рисунку видно, что подседельная и передняя (стакан) трубы должны быть строго параллельны друг другу, а нижняя основная труба и нижнее перо заднего треугольника необходимо раскинуть на одинаковый угол относительно подседельной.
Нижняя и верхняя основные трубы одними концами закреплены к рулевой, другими – к подседельной. Верхняя труба может быть расположена горизонтально или под углом, все зависит от модели. В нашем случае она горизонтальна.
С учетом всех размеров и углов должна получиться такая конструкция, как на бумаге. Следующие этапы после изучения чертежа – это нарезка и сварка труб.
Сборка велосипедной рамы: сварка труб, запрессовка вилки, изготовление посадочных мест под колеса
Чтобы изготовить самодельную раму, понадобится 7 труб требуемых размеров. Из них 2 короткие под кареточный и рулевой стаканы, четыре средние для задних перьев и длинные для подседельной главных. Несущая конструкция простого дорожного велосипеда делается из стальных сплавов, поэтому материал подбираем соответственно. Трубы не должны иметь повреждений и ржавчину. Далее, с помощью точечной сварки детали соединяются.
- К кареточному стакану приваривается нижняя главная труба.
- Нижняя труба крепится к нижнему краю рулевой передней трубы. Положение рулевой перпендикулярно кареточному стакану.
- Параллельно рулевой к стакану приваривается подседельная труба под необходимым углом к нижней трубе.
- Сварка подседельной и передней труб главной верхней.
- Передняя часть готова, далее привариваются к стакану каретки под небольшим углом друг к другу нижние перья. Угол к подседельной трубе точно такой же, как и у главной нижней.
- Соединение верхнего конца подседельной трубы и края нижних перьев. Получаем верхние перья, сварка конструкции завершена.
Следующая стадия – это изготовление и запрессовка вилки в передней части рамы. Весь процесс сводится к свариванию трех металлических труб и выделке специальных конусов для запрессовки. Длина вилки должна быть такой, чтобы уровень нижнего конца совпадал с острием перьев на заднем треугольнике сваренной рамы.
Самодельная вилка – энергозатратный вариант, лучше сделать ее по образу и подобию уже имеющейся или же купить готовую под сделанную раму.
Запрессовка делается в горизонтальном положении:
- Установка подшипников.
- Фиксация конусов на шариках.
- Накидка шайбы на шток вилки.
- Затягивание контргайки.
В корпус вилки устанавливается руль. Его можно сделать из подручных средств, тех же металлических труб, и навернуть специальный резьбовой фиксатор, но лучше купить его отдельно. Получается, что все, кроме рамы, придется покупать и следовать стандартному правилу сборки велосипеда из коробки? Почти. Ведь нужно еще приварить дропауты под заднее колесо, и делать это нужно своими руками. А если вилка самодельная, посадочные места делаются и под переднее колесо.
Итак, дропауты делаются по схеме:
- Вырезать металлические пластины небольшого размера, но так, чтобы можно было хорошо приварить их к трубам рамы.
- В пластинах с помощью лобзика сделать отверстия, размеры которых должны соответствовать диаметру оси колеса и крепежных гаек.
- Стороной, противоположной отверстию, деталь аккуратно приваривается к раме.
Оба посадочных отверстия необходимо расположить на строго одинаковом уровне, иначе колесо не сядет на дропауты. И еще: расстояние между посадочными отверстиями должно, как минимум, соответствовать затяжке гаек «до упора». Иными словами, колесо не должно спадать с дропаутов хотя бы при максимальном закручивании.
Установка руля, седла, каретки и колес
Чтобы получить полноценный велосипед, на самодельный остов нужно поставить все рабочие узлы, перечисленные в названии. Самым сложным этапом будет монтаж каретки и системы «шатуны-педали».
Руль вставляется в корпус вилки и прочно фиксируется с помощью болта на верхней части. Перед установкой рекомендуется слегка смазать внутренние стенки вилки, а также точно выставить положение руля – ручки строго перпендикулярны ходу велосипеда. Закручиванием можно сбить прямое положение руля. Не страшно, достаточно подкорректировать положение одной рукой, крепко держа раму другой.
Подседельный штырь вставляется в вертикальную трубу и фиксируется металлическим хомутом с гаечным креплением. Высота седла на дорожном велосипеде подбирается на уровень высоты руля.
Следующий этап – это установка кареточного механизма в стакан. Каретка – сложный узел трансмиссии, который при установке потребует специального инструмента – выжимки. Все работы по сборке деталей производятся в строго заданном порядке.
И, наконец, вставка колес в посадочные места. Помним, что самодельные дропауты необходимо заранее точно согласовать перед изготовлением, иначе придется их отрезать, делать и наваривать заново. Последовательность установки колес:
- Надеть цепь на ведущую и ведомую звезды.
- Вставить заднее колесо в дропауты.
- На нижнее перо велосипеда установить металлический хомут, к нему прикрутить тормозной фиксатор.
- Затянуть гайками колесо.
- В посадочные места установить переднее колесо, затянуть до упора.
При затягивании лучше воспользоваться динамометром для получения точных моментов затяжки и геометрической целостности. Для самодельной конструкции это особенно важно.
Как видно, самоделки для велика – это весьма условное понятие. Несущую конструкцию изготовить самому еще реально, а вот остальные составные части придется покупать. Тем не менее, даже такой байк заслуживает звание эксклюзивного: сделан и собран самостоятельно. Завершением работ будет тщательная обкатка своего детища, выявление и корректировка недостатков.
Сварка, ремонт и восстановление велосипедных алюминиевых рам
Ремонт велосипедных рам. Алюминий. Типовые сплавы и способы их сварки при ремонте.
Наибольшее распространение в постройке рам из алюминия имеют сплавы 6000 и 7000 серий. Различные производители по-разному мотивируют выбор того или иного сплава, по сути все сводится к термической обработке и экономической составляющей производства рам. Сплавы 6000 серии не очень сильно уступают сплавам из 7000 серии в пределе прочности (tensile strength), при этом более долговечны из-за их большей эластичности, а так же большей коррозионной устойчивости.
Секрет в том, что после сварки 6ххх требуют отжига для рекристаллизации элементов и убирания напряжений после сварки, а после закалки(artificial age) в состояние наибольшей твердости Т6, рамы же из 7ххх требуют лишь закалку. Факт в том, что рамы из 6000 теряют до 25% прочности после сварки, поэтому убирая необходимость отжигать рамы мы делаем сплавы 7ххх более экономически эффективными при постройке велосипедов. При этом рамы из 6ххх гораздо более ремонтопригодны, так как их возможно вернуть в состояние максимально близкое к самому твердому.

образец сварочных швов на алюминиевых трубах
Это небольшая предыстория объясняет почему при ремонте рам из этих сплавов мы должны предупреждать о том, что производители делают и рекомендуют профессиональным ремонтным сервисам обязательно термообрабатывать рамы после ремонта. В наших условиях из-за отсутствия специализированных фирм, занимающихся ТО (aluminium heat treat services) нету вообще, а доступа к мощностям заводов практически тоже не отыскать ремонт производится пропуская этот процесс. Но у нас есть такая возможность и мы можем предоставлять такой сервис при желании клиента.

тренируем красивые швы на алюминиевом профиле
Соответственно мы всегда предупреждаем и консультируем обо всех нюансах работы с алюминием. Решение чинить или не чинить раму остается за клиентом, но часто практика ремонта например рам их 7ххх как бы намекает, что сплав в принципе при сварке много прочности не теряет и со временем сам подкаливается, но при таком способе старения есть вероятность образования внутренних трещин.

сварка алюминиевых труб
Причины поломки рам бывают из-за усталости металла или в следствии физического контакта с более твердой поверхностью, по простому из-за уебывания рамы например в ствол дерева. Ремонт элементов, у которых нет деформаций осуществляется сваркой (мы используем только качественную TIG сварку, выполненную профессионалами своего дела) и усилением накладками или косынками. Это такие поломки как трещины на подседельной трубе, рулевом стакане или кареточном узле, а также любые трещины в самых разных частях рамы. В случае деформации необходимо учитывать, что в этом месте скорее всего образовалось огромное количество микро трещин из-за вытягивания металл в твердом состоянии, поэтому мы часто рекомендуем вырезать деформированные элементы и заменять на новые. При сильных деформациях может быть ситуация, когда целесообразней покупка новой рамы. В идеале геометрия рамы проверяется на специальном поверочном столе.
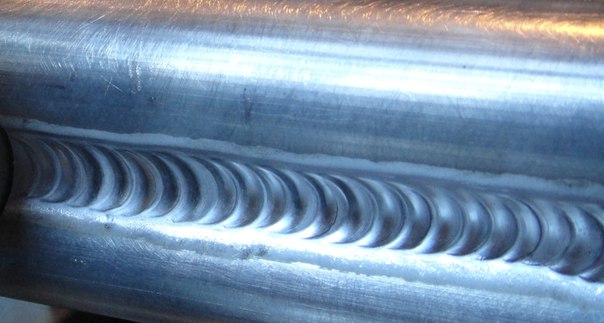
Образец сварного шва от нашего маэстро
Вопрос: У меня на раме не написано, что именно за сплав, есть ли возможность узнать из чего она сделана?
Ответ: Неплохой способ это измерить электропроводность (electrical conductivity) рамы на специальном приборе EC Meter, у каждого сплава она своя и можно достаточно точно определить с чем мы имеем дело.
Вопрос: Как проверить твердость рамы после сварки?
Ответ: Часто используется метод Роквелла, место выбирается обычно дропауты или кареточный узел.
На базе веломастерской BikeTrip мы оказываем услуги по качественному ремонту алюминиевых рам.
Наши возможности:
— очистка рамы от краски
— подварка трещин (например трещина в раме, оторванный рулевой стакан, трещина рулевого стакана, трещина в кареточном узле, лопнувшие дропауты и т.д.), заварка дефектов рамы, переваривание узлов на новые (кареточные узлы, рулевые стаканы), замена дропаутов на другие типы, наплавка резьб, сорванных при эксплуатации, а так же любые работы по модернизации велосипедных рам, в которых необходима сварка (в том числе расширение задних и передних перьев и переваривание отдельных частей рамы под необходимые нужды)
— изготовление нестандартных аксессуаров: багажников, рулей, траверс, рэков под сумки, подготовка туринг байков, изготовление картов любых видов и назначений
— термическая обработка рамы после сварки
— покраска рамы
— проверка геометрии рамы после деформаций
— консультации по любым вопросам, связанным с ремонтов алюминиевых рам
— изготовление велосипедных рам с нуля под конкретные нужды и условия заказчика, сюда входит проектировка и испытание моделей и прототипов, оценка внутренних напряжений и полная компьютерная симуляция процессов, создание прототипов и подготовка всей технической документации, а так же все сопутствующие работы, необходимые для выполнения таких проектов (токарная и фрезерная обработка, лазернаягидроабразивная резка, гибка труб, листов, пресс формы, изготовление оснастки и прочее)
Наши возможности
— TIG сварка на современных сварочных аппаратах профессионалами своего дела с опытом работы в машиностроении и авиа/приборостроении
— проектно-конструкторский отдел
— мех. обработка
— лазерная/гидроабразивная резка
— гибка труб
— порошковая покраска
— нанесение оригинальных рисунков/винила/аэрографии
— термическая обработка материалов

